


BUCKET ELEVATOR
HIGH VOLUME, VERTICAL CONVEYING
Gently elevate your raw product to the next step in your process with minimal product waste on a dependable elevator conveyor.

FLEXIBLE CONFIGURATIONS
Available in a range of capacities, configurations, frames, and bucket types and sizes to fit your application.

OPTIMAL PRODUCT HANDLING
Overlapping buckets contain product during transport, ensuring no degradation, breakage, or spillage and maintaining blend integrity.

TRUSTY OPERATION
We have over 60 years of experience manufacturing food processing bucket elevators that have long, low-maintenance service lives.
Product Features
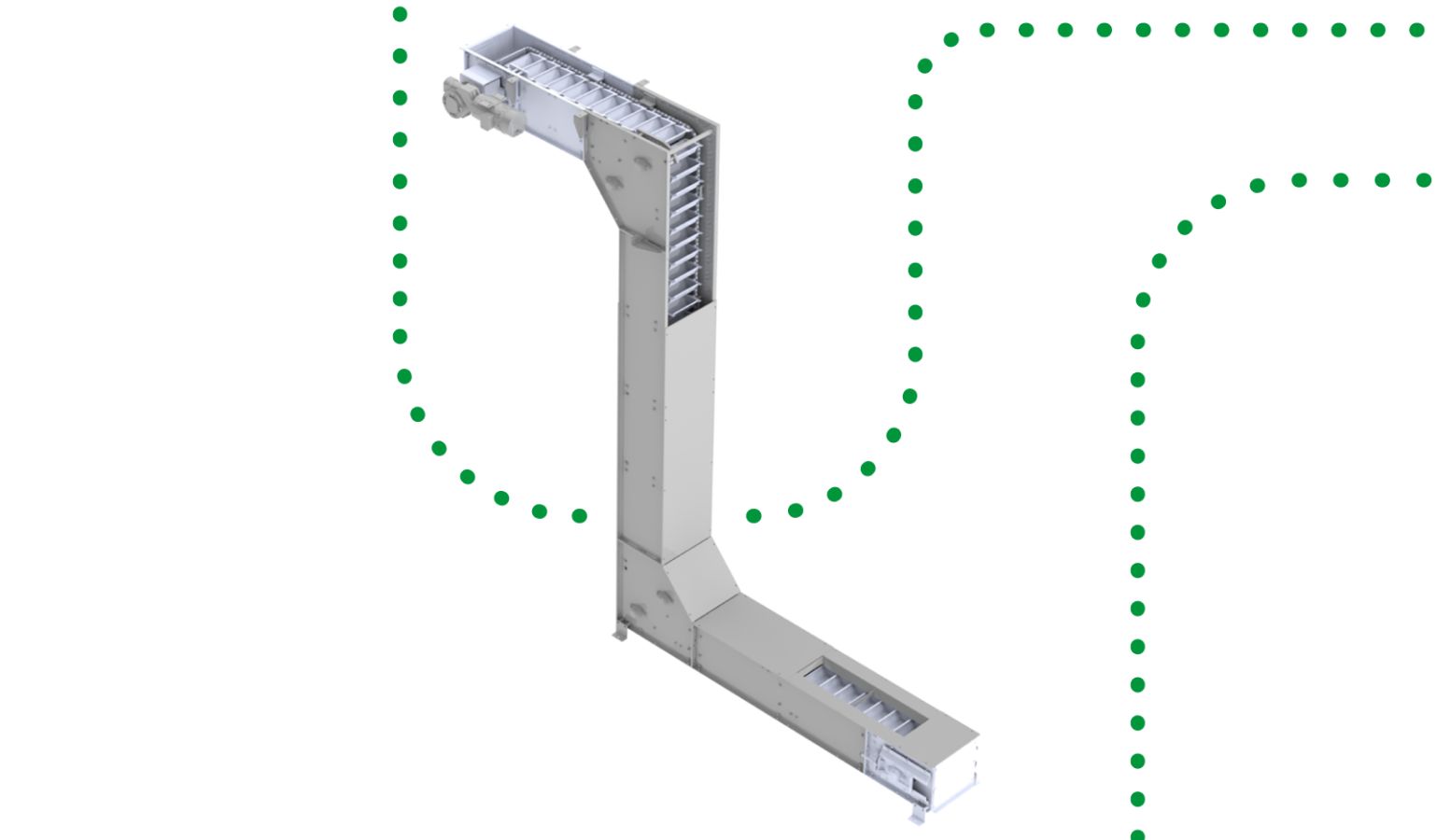
The Bucket Elevator conveyor elevates your product to the next step in your food processing line in a tight footprint. Its overlapping V-style buckets securely contain product and gently convey it without breakage or loss. A variety of configurations, capacities, discharge points, and bucket options ensure the Bucket Elevator can be customized specifically to your application and process.
-
![]() Horizontal, S, C or Z-shape configurations
Horizontal, S, C or Z-shape configurations -
![]() Available with multiple discharges for additional layout flexibility
Available with multiple discharges for additional layout flexibility -
![]() Capacity ranging from 135-3780 cubic feet per hour
Capacity ranging from 135-3780 cubic feet per hour -
![]() Easy access buckets with quick, tool-less changeouts
Easy access buckets with quick, tool-less changeouts



COMMON FOOD INDUSTRIES
Whether your product is raw, dusty, wrapped or not, the Bucket Elevator can lift it throughout your processing line. Don’t see your products? We have decades of experience throughout the food industry – contact us for your custom configuration.

Bakery

Candy & Confectionary

Cereal

Fruits & Vegetables

Frozen

Nuts

Pasta

Pet Food

Snack Food
SANITARY DESIGN
We put sanitation and food safety at the forefront of our designs. The Bucket Elevator is designed for accessibility and product safety, in line with food processing equipment standards.




REQUEST A CONFIGURATION
Ready to get started on your configuration? Contact us to customize the Bucket Elevator to your application, layout, and processes.

